Notiuni generale
Cuptorul electric de curent continuu nu s-a raspandit prea mult in metalurgie, deoarece curentul electric era scump. Cuptorul electric de capacitate industriala revine in siderurgie dupa construirea primului generator puternic de curent alternativ (1891 -Dolivo-Dobrovolski) primul tip fiind cel Stassano (1898) cu arc cu actiune indirecta, apoi cuptorul Héroult (1900) cu doi electrozi verticali in bolta, respectiv cu trei electrozi la curent trifazat, acesta fiind prototipul cuptorului cu arc de azi. Un alt tip constructiv de cuptor este cuptorul Girod cu electrozi in bolta si in vatra, ultimii ajutand la incalzirea uniforma a baii metalice.
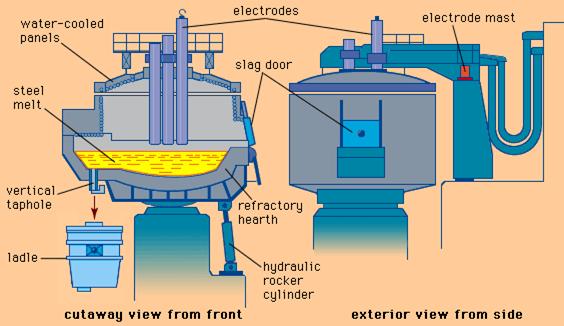
Dintre cuptoarele cu arc electric cu actiune directa pentru elaborarea otelului, cel mai raspandit este cuptorul de tip Heroult alimentat cu curent electric trifazat, prin intermediul a trei electrozi care patrund in incinta de lucru a cuptorului prin bolta acestuia. Preferinta care s-a acordat acestui tip de cuptor la elaborarea otelurilor de calitate se datoreaza avantajelor care decurg din modul de producere a caldurii, din simplitatea constructiei si din posibilitatea de a lucra in conditii oxidante, reducatoare sau neutre.
Transformarea energiei electrice in caldura are loc in cea mai mare masura in arcul electric, imediat deasupra incarcaturii, concentrata intr-un volum mic si la temperaturi foarte inalte. Arcul electric se stabileste intre electrozii solizi, separati de un mediu gazos ionizat, in prezenta unei tensiuni corespunzatoare. Transmiterea caldurii de la arcul electric la incarcatura cuptorului se face prin conductie si prin radiatie. Caldura produsa prin rezistenta incarcaturii metalice este neglijabila in raport cu cea produsa de arcul electric, dar avand importanta numai cand electrozii lucreaza in interiorul incarcaturii (la topire) cu arc acoperit.
Ca urmare a modului de producere a caldurii procedeul electrotermic cu arc cu actiune directa se aplica metalelor si aliajelor cu temperatura inalta de topire si care nu se volatilizeaza exagerat. In aceasta grupa intra si otelul. Un dezavantaj caracteristic acestui tip de cuptor este disocierea moleculelor de azot (N2 → 2N) sub influenta arcului electric, deci continutul mai mare de azot in otel.
Avantajele cuptoarelor pentru elaborarea otelurilor sunt urmatoarele :
pot fi incarcate numai cu deseuri de fier vechi;
au capacitate foarte mare (s-a ajuns in prezent la 400 tone) ;
permit reglajul automat si conducerea cu calculatorul de proces a elaborarii;
consumul specific de energie electrica este in limitele 500÷640 kWh/t.
Dezavantajele acestor cuptoare sunt:
solicitare termica mare a boltii si peretilor incintei, datorita radiatiei arcului electric;
variatia de putere intre faza de topire si cea de afinare (cca. 40÷100%);
factor de putere scazut (cos j ≈ 0,7), acuzand variatii rapide;
baia de metal topit prezinta o agitatie redusa;
functionarea este insotita de zgomot care atinge 90÷120 db in faza de topire.
Avand in vedere posibilitatile largi de producere a caldurii prin metoda descarcarii in arc, capacitatea cuptoarelor variaza mult, de la 0,6 la 400 tone. Cuptoarele mai mici, pana la 5 - 6 tone si uneori 10 - 15 tone se folosesc in turnatorii iar cele mari, avand captuseala bazica se folosesc in mod normal pentru producerea de lingouri.
Principalele parti componente ale cuptorului cu arc electric cu actiune directa sunt: ,
constructia metalica;
zidaria refractara;
instalatia electrica.
Constructia metalica a cuptorului cu arc electric cu actiune directa se compune din:
cuva cuptorului (delimiteaza vatra cuptorului, de forma tronconica sau de calota sferica);
usa de lucru a cuptorului;
orificiul si jgheabul de evacuare;
inelul boltii;
mecanismul de basculare al cuptorului
Cuva este alcatuit dintr-o manta (carcasa) de forma cilindrica cu diametrul Dm si un fund drept, tronconic sau ca o calota sferica (figura 1), ultima forma fiind indicata pentru cuptoare mici .
|
|
|
Figura 1 Cuptor electric cu arc: |
Cele doua parti ale corpului cuptorului se executa din tabla de grosimi care difera cu capacitatea cuptorului : 10 - 25 mm pentru partea cilindrica a cuptoarelor mici si mijlocii, sub 25 tone (cca. 28 mm pentru fund) si pana la 30 mm pentru partea cilindrica a cuptoarelor mari. Asamblarea se face prin nituire sau prin sudare.
Mantaua este prevazuta cu un numar de gauri pentru indepartarea gazelor si a umiditatii din captuseala si cu intarituri la partea superioara, la legatura cu fundul si la deschiderile pentru usi si pentru orificiul de evacuare. Intaririle trebuie sa asigure o rigiditate mare carcasei, orice deformare ducand la nepotriviri la montarea boltii si a electrozilor, deci la ruperea acestora. La partea de jos a carcasei se prevede foarte des o coroana dintata, in care se angreneaza un pinion pus in miscare de un motor electric. Acest sistem roteste cuptorul (pe role) in jurul axei verticale cu 40 - 60° la stanga si la dreapta pentru a schimba locurile unde topesc electrozii grabind astfel topirea si evitand supraincalzirea peretilor de catre arcurile electrice.
Jgheabul de evacuare. Este executat din tabla groasa si corniere, sau prin turnare din otel, se fixeaza la carcasa prin insurubare. El are o lungime cat mai mica pentru a limita contactul otelului cu aerul, deci racirea si oxidarea. Inclinarea jgheabului fata de orizontala este de 10 - 12°.
Usa de incarcare. Se prevede in mod obisnuit in axa jgheabului, iar la cuptoare mai mari, mai ales peste 40 tone capacitate, se prevede inca o usa la 90° fata de prima. Latimea deschizaturii usii se ia egala cu 30 - 35 % din diametrul cuptorului la baza peretilor (25 % cand se incarca prin bolta). Inaltimea usii se admite egala cu cca. 80 % din latime (de exemplu : 750 mm inaltime la 900 mm latime pentru P = 20 t). Deschizatura usii este prevazuta cu un cadru din otel turnat racit cu apa, fixat de manta. Este bine ca acest cadru sa formeze pentru rama usii o suprafata de alunecare inclinata cu pana la 10° fata de verticala in acest fel asigurandu-se o inchidere buna a cuptorului. Usa propriu-zisa consta dintr-o rama turnata captusita cu caramida refractara sau este sudata cu pereti dubli si circulatie de apa (mai ales la cuptoarele mari). Manevrarea usii se face manual, cu parghie si contragreutate la cuptoarele sub 6 tone capacitate, iar la cuptoarele mai mari actionarea usii este pneumatica.
Mecanism basculare a cuvei. Otelul si zgura se evacueaza prin bascularea cuptorului in care scop acesta este asezat pe doua talpi (figura 1) care pot fi dintate, miscandu-se pe batiuri tot dintate, sau talpile si batiurile sunt netede. Tija de basculare este actionata hidraulic sau electric, cuptorul putand fi inclinat cu 40 - 50° spre jgheab si cu 10 - 15° inapoi, inclinarea facandu-se cu o viteza reglabila si lin (un cuptor de 20 tone este basculat in 60 de secunde).
Portelectrod. Mentinerea fiecarui electrod in pozitie verticala si miscarea lui in sus si in jos, in scopul reglarii pozitiei fata de baie se efectueaza cu ajutorul unui suport de basculare. Suportul metalic (figura 2) este alcatuit din :
un stalp vertical fixat la dispozitivul de basculare si la partea superioara a carcasei;
un brat portelectrod in consola, deplasabil in sus si in jos;
dispozitivul pentru deplasarea bratului portelectrod in lungul stalpului, avand de obicei forma unui carucior executat prin sudare sau nituire, prevazut cu opt role de directie;
capul de prindere al electrodului, fixat la extremitatea libera a bratului portelectrod.
Stalpul vertical se executa din profile U, iar bratul portelectrod se executa ca o grinda de sectiune dreptunghiulara din corniere sau ca o cutie sudata din tabla, cu intarituri. Este necesara o constructie rigida care sa nu se deformeze la temperaturile cuptorului, pentru a asigura o conducere corecta si sigura a electrozilor. Conform desenului din figura 2 cablul 10, prevazut cu intrerupatoarele de cursa 11 pentru pozitia cea mai de jos si 12 pentru pozitia limita de sus a electrodului, trece peste rolele 4 si 3 si pe sub roata 2, fiind fixat in punctul A. Caruciorul este echilibrat de contragreutatea 7 pentru ca deplasarea rolelor de ghidare pe sinele 13 sa fie usurata.
Bratul portelectrod 1 este fixat de carucior, care asigura o viteza de coborare a electrodului de 35 cm/min la cuptoarele bazice si 20 cm/min la cuptoarele acide (la urcare 40 cm/min, respectiv 25 cm/min).
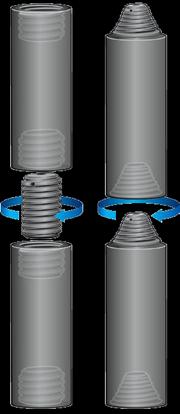
Capul de prindere este o piesa in forma de cleste circular, compus din trei segmenti, unul fix si doi subtiri articulati si stransi cu un surub. Se executa din otel sau din bronz, fara racire cu apa la cuptoarele mici cu electrozi de grafit, cu racire la cuptoarele de capacitate mijlocie sau mare si cu racire puternica la electrozii continui.
Capul de prindere este fixat la bratul portelectrod cu un bulon, izolat electric. Legatura poate fi facuta si cu flansa si trebuie sa asigure, in oarecare masura, posibilitatea de a regla pozitia capului de prindere, atat in plan orizontal cat si in plan vertical. Capul de prindere trebuie sa asigure electrodul impotriva deplasarii sub greutatea proprie si, in acelasi timp sa asigure o rezistenta electrica redusa la trecerea curentului de la capul de prindere la electrod.
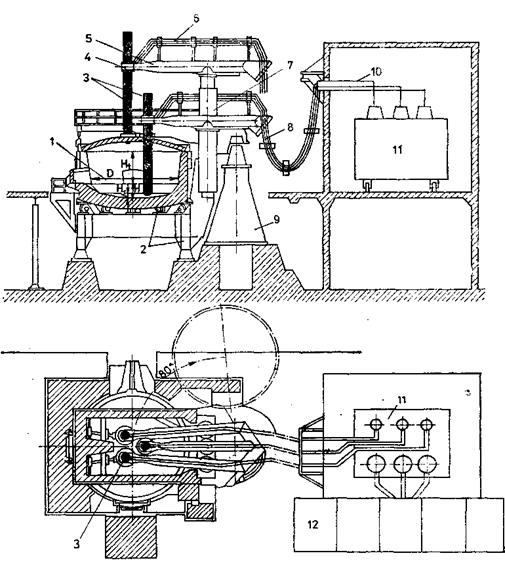
Figura 2. Cuptorul cu arc electric pentru elaborarea otelurilor
1 - cuva de topire; 2 - mecanismul de basculare a cuvei; 3 - electrozi; 4 - suportul de prindere al electrodului ; 5 - portelectrod; 6 - barele portelectrodului; 7 - coloana de deplasare a electrodului; 8 - cabluri flexibile ; 9 - coloana de pivotare; 10 - bare secundare ale transformatorului ; 11 - transformator; 12 - celule de inalta tensiune.
|
|
|

Corpul cuptorului
Cuva este alcatuit dintr-o manta (carcasa) de forma cilindrica cu diametrul Dm si un fund drept, tronconic sau ca o calota sferica (figura 1), ultima forma fiind indicata pentru cuptoare mici .
|
|
|
Figura 1 Cuptor electric cu arc: |
Cele doua parti ale corpului cuptorului se executa din tabla de grosimi care difera cu capacitatea cuptorului : 10 - 25 mm pentru partea cilindrica a cuptoarelor mici si mijlocii, sub 25 tone (cca. 28 mm pentru fund) si pana la 30 mm pentru partea cilindrica a cuptoarelor mari. Asamblarea se face prin nituire sau prin sudare.
Mantaua este prevazuta cu un numar de gauri pentru indepartarea gazelor si a umiditatii din captuseala si cu intarituri la partea superioara, la legatura cu fundul si la deschiderile pentru usi si pentru orificiul de evacuare. Intaririle trebuie sa asigure o rigiditate mare carcasei, orice deformare ducand la nepotriviri la montarea boltii si a electrozilor, deci la ruperea acestora. La partea de jos a carcasei se prevede foarte des o coroana dintata, in care se angreneaza un pinion pus in miscare de un motor electric. Acest sistem roteste cuptorul (pe role) in jurul axei verticale cu 40 - 60° la stanga si la dreapta pentru a schimba locurile unde topesc electrozii grabind astfel topirea si evitand supraincalzirea peretilor de catre arcurile electrice.
Jgheabul de evacuare. Este executat din tabla groasa si corniere, sau prin turnare din otel, se fixeaza la carcasa prin insurubare. El are o lungime cat mai mica pentru a limita contactul otelului cu aerul, deci racirea si oxidarea. Inclinarea jgheabului fata de orizontala este de 10 - 12°.
Usa de incarcare. Se prevede in mod obisnuit in axa jgheabului, iar la cuptoare mai mari, mai ales peste 40 tone capacitate, se prevede inca o usa la 90° fata de prima. Latimea deschizaturii usii se ia egala cu 30 - 35 % din diametrul cuptorului la baza peretilor (25 % cand se incarca prin bolta). Inaltimea usii se admite egala cu cca. 80 % din latime (de exemplu : 750 mm inaltime la 900 mm latime pentru P = 20 t). Deschizatura usii este prevazuta cu un cadru din otel turnat racit cu apa, fixat de manta. Este bine ca acest cadru sa formeze pentru rama usii o suprafata de alunecare inclinata cu pana la 10° fata de verticala in acest fel asigurandu-se o inchidere buna a cuptorului. Usa propriu-zisa consta dintr-o rama turnata captusita cu caramida refractara sau este sudata cu pereti dubli si circulatie de apa (mai ales la cuptoarele mari). Manevrarea usii se face manual, cu parghie si contragreutate la cuptoarele sub 6 tone capacitate, iar la cuptoarele mai mari actionarea usii este pneumatica.
Mecanism basculare a cuvei. Otelul si zgura se evacueaza prin bascularea cuptorului in care scop acesta este asezat pe doua talpi (figura 1) care pot fi dintate, miscandu-se pe batiuri tot dintate, sau talpile si batiurile sunt netede. Tija de basculare este actionata hidraulic sau electric, cuptorul putand fi inclinat cu 40 - 50° spre jgheab si cu 10 - 15° inapoi, inclinarea facandu-se cu o viteza reglabila si lin (un cuptor de 20 tone este basculat in 60 de secunde).
Portelectrod. Mentinerea fiecarui electrod in pozitie verticala si miscarea lui in sus si in jos, in scopul reglarii pozitiei fata de baie se efectueaza cu ajutorul unui suport de basculare. Suportul metalic (figura 2) este alcatuit din :
un stalp vertical fixat la dispozitivul de basculare si la partea superioara a carcasei;
un brat portelectrod in consola, deplasabil in sus si in jos;
dispozitivul pentru deplasarea bratului portelectrod in lungul stalpului, avand de obicei forma unui carucior executat prin sudare sau nituire, prevazut cu opt role de directie;
capul de prindere al electrodului, fixat la extremitatea libera a bratului portelectrod.
Stalpul vertical se executa din profile U, iar bratul portelectrod se executa ca o grinda de sectiune dreptunghiulara din corniere sau ca o cutie sudata din tabla, cu intarituri. Este necesara o constructie rigida care sa nu se deformeze la temperaturile cuptorului, pentru a asigura o conducere corecta si sigura a electrozilor. Conform desenului din figura 2 cablul 10, prevazut cu intrerupatoarele de cursa 11 pentru pozitia cea mai de jos si 12 pentru pozitia limita de sus a electrodului, trece peste rolele 4 si 3 si pe sub roata 2, fiind fixat in punctul A. Caruciorul este echilibrat de contragreutatea 7 pentru ca deplasarea rolelor de ghidare pe sinele 13 sa fie usurata.
Bratul portelectrod 1 este fixat de carucior, care asigura o viteza de coborare a electrodului de 35 cm/min la cuptoarele bazice si 20 cm/min la cuptoarele acide (la urcare 40 cm/min, respectiv 25 cm/min).
Capul de prindere este o piesa in forma de cleste circular, compus din trei segmenti, unul fix si doi subtiri articulati si stransi cu un surub. Se executa din otel sau din bronz, fara racire cu apa la cuptoarele mici cu electrozi de grafit, cu racire la cuptoarele de capacitate mijlocie sau mare si cu racire puternica la electrozii continui.
Capul de prindere este fixat la bratul portelectrod cu un bulon, izolat electric. Legatura poate fi facuta si cu flansa si trebuie sa asigure, in oarecare masura, posibilitatea de a regla pozitia capului de prindere, atat in plan orizontal cat si in plan vertical. Capul de prindere trebuie sa asigure electrodul impotriva deplasarii sub greutatea proprie si, in acelasi timp sa asigure o rezistenta electrica redusa la trecerea curentului de la capul de prindere la electrod.
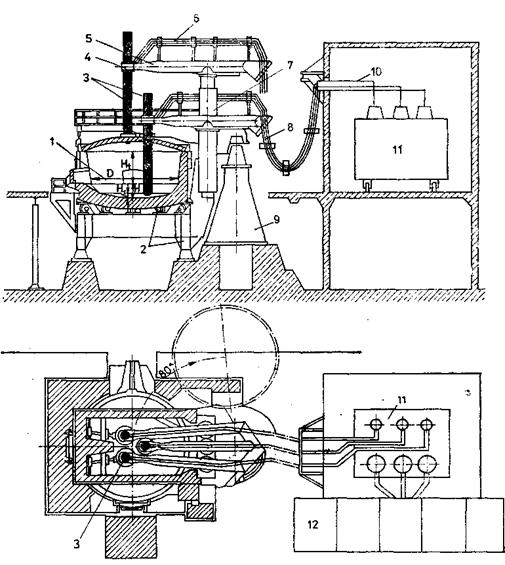
Figura 2. Cuptorul cu arc electric pentru elaborarea otelurilor
1 - cuva de topire; 2 - mecanismul de basculare a cuvei; 3 - electrozi; 4 - suportul de prindere al electrodului ; 5 - portelectrod; 6 - barele portelectrodului; 7 - coloana de deplasare a electrodului; 8 - cabluri flexibile ; 9 - coloana de pivotare; 10 - bare secundare ale transformatorului ; 11 - transformator; 12 - celule de inalta tensiune.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |