
PRINCIPIUL INSPECTIEI CU CALIBRE
Deoarece cu ajutorul calibrelor se verifica daca o anumita dimensiune, rezultata in urma prelucrarii, se incadreaza sau nu intre valorile limita teoretice permise, calibrele sunt mijloace tehnice cu ajutorul carora se materializeaza dimensiunea maxima si minima prescrisa pe desenul de executie al piesei. Prin urmare, se stabileste astfel daca un produs este conform (piesa buna) sau neconform (piesa rebut), fara a se masura practic caracteristica de calitate urmarita (dimensiunea efectiva).
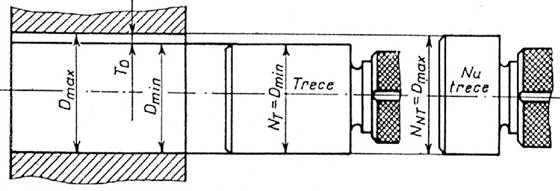
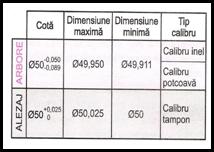
De exemplu, in cazul unui alezaj cilindric neted materializarea celor doua limite (Dmin si Dmax) se face prin doua calibre (de exemplu tampon), unul pentru dimensiunea minima - numit calibru 'trece' (notat cu T) si altul pentru dimensiunea maxima - numit calibru 'nu trece' (notat cu NT).
Calibrul 'trece' are dimensiunea nominala egala cu dimensiunea minima (NT=Dmin) si verifica daca dimensiunea efectiva (ED) este mai mare sau mai mica decat dimensiunea nominala a calibrului 'trece' (NT).
Daca ED < NT calibrul nu patrunde in alezaj, iar piesa este considerata un rebut recuperabil (produs neconform, dar reprelucrabil).
Daca ED > NT, calibrul patrunde (trece) in alezaj iar piesa respectiva poate fi considerata buna (produs conform) sau rebut nerecuperabil (produs neconform).
Stabilirea exacta a categoriei din care face parte piesa se realizeaza cu un al doilea calibru numit 'nu trece', a carui dimensiune nominala este egala cu dimensiunea maxima a alezajului (NNT=Dmax).
În cazul in care ED £ NNT piesa este considerata buna (produs conform), iar daca ED > NNT (adica calibrul 'nu trece' trece) piesa este un rebut nerecuperabil (produs neconform).
Prin urmare, pentru ca un alezaj sa fie corespunzator este necesar ca, calibrul T sa poata fi introdus in alezaj, iar calibrul NT sa nu poata fi introdus.
Tot astfel, in cazul unui arbore cilindric neted, ca si in cazul anterior se analizeaza dimensiunea efectiva (Ed) in raport cu dimensiunile limita prescrise (dmin si dmax). Aceasta analiza se face tot cu ajutorul a doua calibre (de exemplu furca, potcoava sau inel), unul 'trece' si altul 'nu trece'.
Calibrul 'trece' are dimensiunea NT=dmax si verifica daca dimensiunea Ed este mai mare sau mai mica decat NT: daca Ed > NT calibrul T nu trece peste suprafata respectiva, situatie in care piesa este considerata rebut recuperabil (produs neconform, dar reprelucrabil); daca Ed < NT, calibrul T trece peste suprafata arborelui, iar piesa poate fi in acest caz buna (produs conform) sau rebut nerecuperabil (produs neconform).
Stabilirea exacta a categoriei de existenta se realizeaza cu un al doilea calibru numit 'nu trece' care are NNT=dmin. Daca Ed ³ NNT piesa este considerata buna (produs conform), iar daca Ed < NNT (partea 'nu trece' trece) piesa este rebut nerecuperabil (produs neconform).
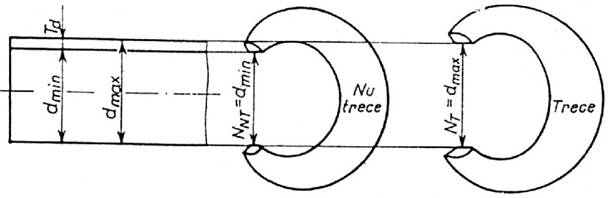 Si in acest caz, daca calibrul T se introduce peste
arbore iar calibrul NT nu se poate introduce, arborele este corespunzator.
Si in acest caz, daca calibrul T se introduce peste
arbore iar calibrul NT nu se poate introduce, arborele este corespunzator.
În scopul obtinerii unor decizii corecte referitoare la utilizarea calibrelor pentru inspectia pieselor, se impune sa se tina cont de anumiti factori de influenta si anume: introducerea calibrului 'trece' in alezaj sau pe arbore trebuie sa se faca prin aplicarea calibrului cu mana, fara o forta excesiva.
Calibrul inel 'trece' trebuie sa treaca pe intreaga lungime a arborelui; calibrul potcoava 'trece' trebuie sa treaca peste un arbore, a carui axa este orizontala, sub actiunea masei sale; verificarea se face in cel putin patru puncte, in jurul si in lungul arborelui.
La verificarea unui alezaj, calibrul 'trece' trebuie sa treca toata lungimea alezajului, iar calibrul 'nu trece' nu trebuie sa intre in alezaj si, daca este posibil, este indicat sa se controleze la ambele capete ale alezajului.
Cele doua calibre considerate, care materializeaza cele doua limite permise pentru executarea unei piese, se numesc calibre limitative. Uneori se construiesc calibre numai cu partea T, ramanand la indemanarea operatorului faptul ca piesa este corespunzatoare sau necorespunzatoare. Asemenea calibre se numesc normale.
Trebuie remarcat faptul ca, un calibru 'trece' (sau partea 'trece' a unui calibru) verifica atat dimensiunea cat si forma piesei - deoarece se introduce in/peste piesa - motiv pentru care, in general, calibrul T pentru un alezaj se recomanda sa fie un tampon complet, iar pentru arbore un inel.
În schimb, calibrul (partea) 'nu trece' verifica numai dimensiunea si de aceea la inspectia alezajelor poate sa fie un dorn incomplet si cu o lungime mai mica decat cea a calibrului 'trece', iar la inspectia arborelui o furca sau o potcoava. Acesta este principiul lui Taylor, care trebuie respectat in constructia oricarui calibru.
În practica, acolo unde intervin probleme restrictive (de exemplu, masa mare a calibrului etc.) exista si abateri de la acest principiu: de exemplu, in cazul pieselor de rigiditate mica, cu pereti subtiri, pentru inspectia alezajelor se utilizeaza calibrul tampon plat - introdus in alezaj in cel putin doua plane axiale uniform repartizate pe circumferinta, eliminandu-se in acest fel pericolul ca, la aplicarea unei forte prea mari, sa aiba loc deformarea alezajului.
Datorita faptului ca orice calibru 'trece' se introduce in/peste piesa, va avea loc intotdeauna o uzura a acestei parti si prin urmare, se impune ca la constructia calibrului sa se prevada o zona (toleranta) de uzura, care se ia din campul de toleranta al piesei considerate si care reprezinta cota parte din aceasta.
De asemenea, pentru a nu exista divergente intre executant (autoinspectie) si punctele de inspectie/control, campul de toleranta de uzura este divizat in doua parti, una reprezentand uzura calibrului de lucru, iar cealalta uzura calibrului de control.
În plus, ca pentru oricare alt produs, este necesar sa se prevada o toleranta de executie a calibrului (consumata de asemenea din campul de toleranta al piesei), atat pentru calibrul 'trece' cat si pentru calibrul 'nu trece'. Stabilirea pozitiei campului de toleranta si marimea acesteia depinde de forma constructiva si de destinatia calibrului.
În practica se prevede ca, pentru a se evita diferente intre rezultatele obtinute de operator la punctul de lucru (autoinspectie) si cele de la punctele de inspectie/control, sa se foloseasca la executia pieselor - calibre noi sau mai putin uzate, in timp ce la punctele de inspectie/control - calibre ale caror dimensiuni sunt foarte apropiate de limita de uzura admisibila.
De asemenea, pentru a evita diferentele intre rezultatele obtinute de producator si beneficiar, se prevede ca verificarea pieselor de catre beneficiar sa se poata realiza in doua feluri: fie cu ajutorul calibrelor producatorului, folosite la puntele de inspectie/control al acestuia, fie cu ajutorul calibrelor proprii, executate conform standardelor, cu conditia ca aceste calibre sa aiba dimensiuni apropiate de limita de uzura.

O problema care trebuie cunoscuta este in legatura cu felul in care se verifica calibrele si anume: din motive tehnico-economice, calibrele de lucru utilizate pentru inspectia alezajelor se masoara cu aparate de masurat sau cale plan-paralele si numai in cazuri cu totul deosebite se folosesc contracalibre.
Pentru verificarea calibrelor de lucru utilizate pentru inspectia arborilor mici, unde nu se poate face masurarea cu aparate de masurat si cale plan-paralele (fiind vorba de inele de dimensiuni mici) se construiesc special pentru acest scop contracalibre.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |