
MINISTERUL EDUCATIEI , CERCETARII SI TINERETULUI
GRUP SCOLAR INDUSTRIAL "
STR. CAP. GRIGORE MARIN 42-44
Tehnician in transporturi
FABRICAREA CHIULASEI
1. Conditii tehnice, materiale, semifabricate
Conditii tehnice.
Forma constructiva a chiulasei permite o anumita asemanare a proceselor tehnologice de fabricare cu cele ce se executa la blocul motorului, indeosebi pentru prelucrarea suprafetelor plane.Unele deosebiri sunt determinate de tipul motorului M.A.S. sau M.A.C. , tipul racirii cu apa sau aer, amplasarea supapelor, materialul semifabricatului, etc.
Conditiile impuse referitor la precizia suprafetelor plane sunt asemanatoare cu cele prezentate la blocul motorului (v.par.12.4.1).Alte prescriptii se refera la: bataia maxima a suprafetelor conice a scaunului supapei in raport cu suprafata cilindrica a ghidului de supapa (max. 0,003 mm); variatia inclinarii supapelor in raport cu suprafata de referinta (±0,1%);pozitia axei locasului pentru injector, respective orificiul pentru bujie.Conditii similare cu cele prevazute la blocul motorului se refera si la rugozitatea suprafetelor.
1.2 Materiale
Materialul cu cea mai mare utilizare este fonta cenusie din marcile Fñ20,Fñ25,STAS 568-75, sau fonta speciala aliata cu crom nichel molibden,cupru .
Aliajele de aluminiu au o tot mai mare utiliare la m.a.s. si mai ales la motoarele racite cu aer, deoarece reduce masa motorului, imbunatatesc calitatile antidetonante ale camerelor de ardere, au bune calitati de turnare.Compozitia chimica a unor aliaje de aluminiu folosite se arata in tabelul urmator:
|
Aliajul |
Zn |
Mn |
Ni |
Mg |
Si |
Cu |
Fe |
|
1 2 3 |
0,50 |
Compozitia chimica a unor aliaje de aluminiu pentru chiulase racite cu aer
Semifbricate.
Chiulase din fonta se toarna in forme din amestec de formare, dupa care se face un tratament de recoacere de detensionare. Chiulasele din aliaje de aluminiu se toarna in cochila urmat de o imbatranire artificiala.
2. Tehnologia de prelucrare mecanica
Forma constructiva a chiulasei permite o anumita asemanare a proceselor tehnologice de fabricare cu cele ce se executa la blocul motorului , mai ales pentru prelucrarea suprafetelor plane.Unele deosebiri sunt determinate de tipul motorului m.a.s. sau m.a.c., tipul racirii cu apa sau aer, amplasarea supapelor si materialul semifabricatului.Din considerente economice si de calitate ,prelucrarea chiulasei se poate organiza pe linii automate.
In general procesul tehnologic de prelucrare a chiulasei cuprinde urmatoarele etape:
alegerea bazelor de asezare;
prelucrarea suprafetelor plane;
operatii de burghiere,largire,alezare,filetare,lamare,tesire;
operatii de prelucrarea in stare asamblata;
control final.
Avand in vedere asemanarile cu prelucrarea blocului motorului in continuare se vor prezenta doar unele aspecte mai semnificative.
Ca baza de asezare se alege in mod obisnuit suprafata plana de asamblare cu blocul motorului, care permite, la o singura instalare, executarea majoritatii operatiilor de prelucrare mecanica.Pentru asigurarea pozitiei static determinate in dispozitiv pe suprafata plana a bazei de asezare se executa gauri tehnologice de ghidare a stifturilor dispozitivului (fig 1)
Folosirea unor utilaje specializate (masini de frezat orizontale, verticale, unilaterale bilateral) cu mase rotative etc. asigura prelucrarea suprafetelor plan-paralele simultan, cu mare productivitate.
Operatiile de burghiere, largire, tarodare, lamare, tesire se executa la masini-unelte agregat prevazute frecvent cu capete multiaxe.
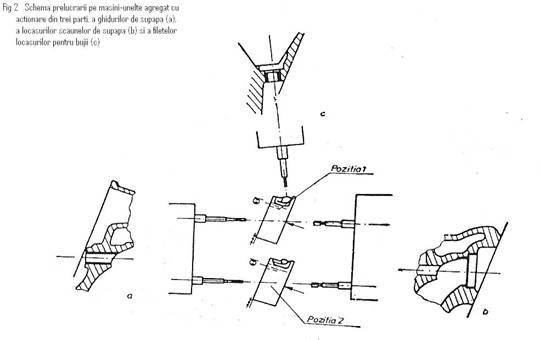
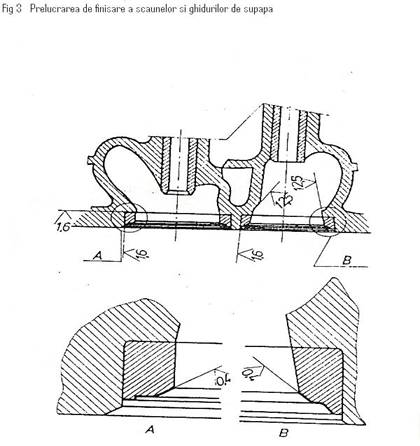
O situatie particulara o reprezinta prelucrarea scaunelor si ghidurilor pentru supape.In vederea respectarii conditiei de concentricitate intre scaunul si ghidul supapei, prelucrarea acestora se executa simultan pe masini-unelte agregat cu capete multiaxe (fig 2).In acelasi scop, dupa montarea scaunelor si ghidurilor pentru supape, se executa alezarea de finisare simultana a acestora (fig 3) .La unele procese tehnologice, aceasta operatie de finisare se executa in doua fazesuccesive: mai intai se alezeaza suprafetele scaunului supapei (dupa terminarea prelucrarii scula nu se retrage) iar apoi se alezeaza suprafata interioara a ghidului supapei, centrarea facandu-se in bucsa din capul sculei care a alezat scaunul supapei.
Montarea scaunelor si ghidurilor de supapa se executa prin presare.Scaunele de supapa sunt racite total in baie de azot lichid sau gheata carbonica, apoi sunt presate in locas si mentinute sub sarcina cu ajutorul unui dispozitiv special.Chiulasele din aliaje de aluminiu se incalzesc la cca 160°C intr-un cuptor si apoi se preseaza scaunele supapelor racite in prealabil in azot lichid.
Dupa efectuarea unor operatii de ajustare si montaj este obligatoriu verificarea etanseitatii supapelor pe scaunele lor.
Pentru o chiulasa de M.A.C. succesiunea principalelor operatii ale procesului tehnologic este prezentata in tabelul urmator:
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
Frezarea de degrosare a suprafetelor plane (superioara,interioara si laterale) Executarea gaurilor de centrare Control baze tehnologice Prelucrarea prin frezare de semifinisare a suprafetelor plane si plan paralele Prelucrarea concentrate a diferitelor gauri pe etape (burghiere,largire,alezare) Tarodare, lamare,tesire Frezarea de finisare a suprafatei de asezare pe blocul motorului Prelucrarea prin strunjire de semifinisare a locasurilor pentru scaune si alezajelor pentru ghidurile de supape Presarea scaunelor pentru supape Presarea ghidurilor pentru supape Prelucrarea definitiva prin alezare fina a scaunelor si alezajelor in ghidurile supapelor Controlul etanseitatii supapelor Asamblare, ajustare Proba pneumatica a chiulasei, piesa complet imersata in apa |
Agregat de frezat Agregat de burghiat, lamat si alezat Masa de control Agregat de frezat Agregat de burghiat si alezat Agregat cu capete multiaxe Masina speciala de frezat cu doua brose verticale Agregat de strunjire Instalatie de presare Presa hidraulica Masina speciala de alezat fin Aparat de control Banc de lucru Banc proba de presiune |
2.1 Prelucrarea chiulasei pe linie tehnologica automata.
La organizarea fabricatiei pe linie tehnologica automata, dupa executarea operatiilor de pregatire a suprafetelor de asezare, chiulasa se introduce pe linia de prelucrare unde se executa intreaga gama de operatii de prelucrare mecanica, de transport si control, linia fiind caracterizata de o productivitate ridicata, si un tact de lucru bine determinat.
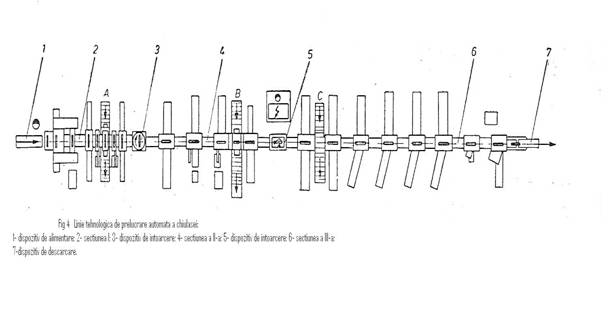
Schema unei astfel de linii tehnologice pentru prelucrarea unei chiulase de M.A.C. se arata in figura 4.Linia compusa din 3 sectiuni este dotata cu masini-unelte specializate, un dispozitiv de alimentare,unul de descarcare,trei dispozitive de intoarcere, precum si trei dispozitive pasitoare de transfer pe cele trei sectiuni, toate functionand in ciclul automat, cu comenzi centralizate si actionare electro-pneumatica sau electro-hidraulica.Pentru executarea operatiilor tehnologice dintr-o singura prindere la fiecare pas, masinile unelte de tip agregat au actionare din doua sau trei directii opuse sau sub un anumit unghi.
In linia tehnologica sunt incorporate masini agregat speciale pentru control automat (posturile marcate cu A, B si C), echipate cu capete multiaxe cu palpatoare cu post de deviere in vederea scoaterii din linie a pieselor necorespunzatoare si cu comanda automata pentru decuplarea intregii linii.
Prin intermediul dispozitivului de descarcare, piesele sunt transportate in vederea operatiilor de ajustare montare pentru ghiduri si scaune de supape, prelucrarea acestora si operatii de control final.
Tinand seama de costul initial ridicat al liniei, fabricatia pe astfel de linii este evident avantajoasa economic numai pentru productia de serie mare si de masa.
3. Reconditionarea chiulasei
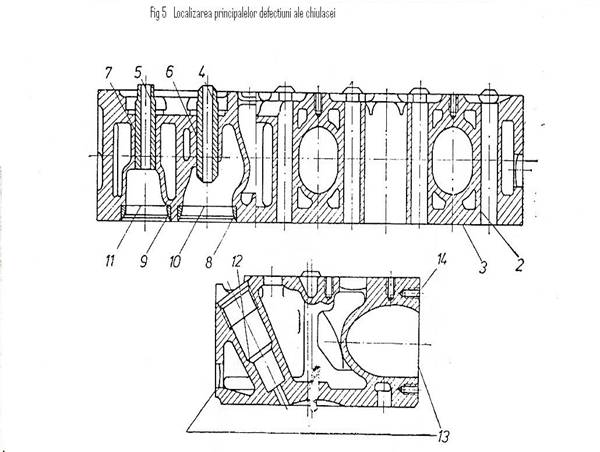
Principalele defectiuni ce apar la chiulasa precum si posibilitatile de remediere a lor se arata in tabelul urmator:
|
Nr defectiunii |
Defectiunea |
Tehnologia de reconditionare |
Masini,utilaje,dispozitive |
|
1 |
2 |
3 |
4 |
|
1 |
Fisuri, crapaturi pe suprafata exterioara |
Se reconditioneaza prin: a)sudare electrica la rece; b)sudare oxiacetilenica; c)lipire cu rasini epoxidice.Se verifica etanseitatea chiulasei prin proba hidraulica la o presiune de 0,4 MPa. |
|
|
2 |
Scurgeri de apa prin orificiile de trecere a prezoanelor de prindere |
Se alezeaza orificiul si se preseaza o bucsa de trecere care se poate unge la exterior cu un strat subtire de erinetic sau nitroemail.Se verifica etanseitatea chiulasei prin proba hidraulica la o presiune de 0,4 MPa. |
|
|
3 |
Deformarea suprafetei de asezare pe blocul motorului. |
Se reconditioneaza prin frezarea acestei suprafete. |
|
|
6 si 7 |
Uzura locasurilor ghidurilor supapelor de admisie si evacuare |
Se reconditioneaza prin alezarea locasurilor la o cota majorata si se preseaza ghidurile cu diametrul exterior marit |
|
|
8 si 9 |
Ciupitura,uzura sau sufluri pe suprafata de asezare a supapei de admisie sau de evacuare |
a)Se rectifica suprafata de asezare respectand unghiurile de inclinare; b)Se introduce un scaun de supapa nou ce se preseaza prin subracire la -70ºC urmata de o rectificare a suprafetei conice de asezare. |
|
|
10 si 11 |
Uzura locasului pentru scaunul supapei de admisie sau de evacuare |
a) Se rectifica (frezeaza) suprafata de asezare respectand unghiurile de inclinare; b) se introduce un scaun de supapa nou ce se preseaza prin subracire la -70ºC urmata de o rectificare a suprafetei conice de asezare. In ambele cazuri suprafata conica de asezare se rodeaza cu supapa sa. |
Dispozitiv pneumatic de rectificat; Presa; Dispozitiv de rodat supape. |
|
12 |
Ciupituri, rizuri sau uzura suprafetei de asezare a injectorului |
Se reconditioneaza prin zencuirea suprafetei respective |
Masina de gaurit; Zencuitor |
|
13 |
Deformarea suprafetei de asamblare cu colectorul de admisie sau de evacuare |
Se reconditioneaza prin frezarea suprafetei respective |
Masina de frezat plan |
|
14 |
Deteriorarea filetului gaurilor pentru fixarea injectoarelor, suportilor axului culbutorilor si gaurile de prindere a colectoarelor de admisie si evacuare |
a) Se gaureste si se refileteaza la cota majorata b)Se incarca cu material prin sudura oxiacetilenica dupa care se gaureste si se fileteaza la cota nominala |
Instalatie de sudura; Masina de gaurit; Tarozi; Dispozitiv de ghidare cu bucse detasabile. |
Un caz particular il reprezinta uzura suprafetei de asezare a supapei.In functie de gradul de uzura, reconditionarea poate fi facuta prin rodare, prin rectificare sau frezare si rodare si prin inlocuirea scaunului de de supapa.
Rodarea se face corp la corp intre supapa si scaunul supapei in prezenta unei paste abrazive.Procesul se poate considera incheiat cand pe suprafata de etansare a scaunului apare un inel circular de culoare mata, neintrerupt, care are aceeasi forma sip e talerul supapei.
In cazul unor uzuri mari sau urme de coroziune,scaunul supapei se frezeaza utilizand truse de freze, dupa care se face rodarea.
Cand chiulasa este prevazuta cu scaune detasabile suprafata de etansare se rectifica, sau in cazuri extreme, scaunele se inlocuiesc cu altele noi si apoi suprafata de asezare se rodeaza cu supapa.
In finalul acestor operatii de reconditionare se face o verificare a etanseitatii supapei pe scaunul sau.
Chiulasa se reformeaza in urmatoarele cazuri :
sufluri pe suprafetele canalelor de admisie sau de evacuare si ale camerelor de ardere;
fisuri ale peretilor in zona ghidurilor supapelor de admisie si evacuare;
fisuri ale peretilor camerei de ardere.


5. Norme de protectia muncii la intretinerea si reparearea autovehiculelor
Conditii pentru activitatea ce se desfasoara in hala intretinerii si reparatiei
Operatiile de intretineresi reparaea se vor executa de catre personae calificate si instruite special in acest scop, respecandu-se intocmai instructiunile tehnice, de exploatare, protectia muncii .
Intretinera si reparearea autovevehiculelor se vor face in hale speciale amenajate, dotate cu utilaje, instalatii si dizpozitive adecvate .
Executarea unor lucrari de demontare, intretinerea sau repararea a autovehiculelor este admisa si in spatii amenajate in afara halelor si atelierelor de intretinera,denumite ,,platforme tehnologice". Aceste platforme vor fi delimitate si amenajate corespunzator, iar atunci cand este necesar vor fi imprejmuite .
Suprafetele halelor de intretinere, a atelierelor si platformele tehnologie vor fi nivelate, fara gropi, santuri, camine de vizitatrea sau conducte care sa traverseze caile de access au trecerile .
Caile de acces din hale, ateliere si de pe platformele tehnologice vor fi intretinute in stare buna si prevazute cu marcaje .
Latimea cailor de acces si de circilatie din hala, ateliere si de pe platformele tehnologice se va stabili in functie de felul circulatiei si gabaritele mijloacelor de transport .
Latimea nu poate fi mai mica decatcea stabilita prin Normele repuplicane de protectia a muncii .Marcajele vor fi vezibile pentru a fi usor recunoscute .
Usile halelor de intretinera si repararea a autovehiculelor vor fi tip metallic, se vor inchide etans si vor fi astfel construite incit san u prezinte pericol de accidentare a muncitorilor .
Halele si incaperile vor fi bine illuminate si aerisite .
Iluminatul natural si iluminatul artificial vor fi astfel realizate si utilizate incit, atat la locurile de munca cat sip e caile de circulatie sau de trecere, sa se asigura o vizibilitate buna .
Folosurea concomitenta a celor doua moduri de iluminare se admite numai in halele si incaperile de lucru in care iluminatul natural nu poate fi asigurat decat lateral sin u poate satisface toate punctele incaperii .
Pentru asigurarea unui iluminat corespunzator in hale si ateliere, este necesare ca geamurile acestor sa fie intretinute in stare de curatenie .
Pentru aerisirea halelor si incaperilor se va asigura o ventilatie naturala si mecanica buna .
Ventilatia naturala se va realize prin amenajarea unor ferestre rabatabile, amplasate la inaltime si actionate cu tija de la slo .
Instalatia de ventilatie generale si locala din halele destinate lucrarilor de intretinerea si repararea a autovehicolelor vor fi in buna stare, urmarindu-se functionarea lor in permanenta la parametrii proiectati .
Incalzirea halelor si incaperilor de lucru va fi asigurata in perioada anotimpului friguros in functie de temperatura exterioara si in limitele stabilite de Normele republicane de protectia a muncii, in care scop conducerea unitatii se va ingriji de revizuirea si producerea din timp a combustibililor necesari .
In halele de intretinere si reparare a autovehiculelor vor fi amenajate canale de revizie, carte vor fi mentinute in starea curata, asigurndu-se scurgerea apei si a uleiurilor
Canalele de revizie vor fi prevazute cu:
borduri pentru ghidarea rotilor autovehiculelor
instalatie electrica de iuluminat cu tesiune nepericuloasa
nise pentru scule
gratare din lemn pentru pardoseala
podete mobile de trecere care vor fi asezate in spatele autovehiculului aflat in canal
In halele in care functioneaza motoare sau sunt pornite motoarele autovehiculelor, se vor amenaja instalatii de evacuare in exterior a gazelor arse .
Bancurile de lucru fixe din hale vor fi dotate meghinebine fixate si vor fi prevazute cu gratare din lemn pentru pardoseala .
Utilajele din hala ( polizoare, masini de gaurit ) vor fi amplasate in locuri corespunzatoare, bine fixate pe solcu, legate la instalatia de impamantare, dotate cu dispozitive de protectie in buna stare, precum si cu instructiuni tehnice de exploatare si de protectie a muncii.
Circurile din dotare ale halelor de reparatie vor fi mentinute in permanenta in stare buna de functionare si vor avea inscriptionata sarcina maxima.
Caprele pentru suspendat autovehiculele trebuie sa aiba stabilitate si rezistenta corespunzatoare.Acestea vor fi mentinute in permaneta in stare buna de folosire.Carligul bratului macaralei va fi prevazut cu siguranta , iar dispozitivul de agatat va fi poansonat cu sarcina maxima la care poate fi folosita.
Toate instalatile si utilajele din hale, inclusive cele din presiune si de ridicat ( macarale, poduri din hale, compresate ) vor fi predate cu process verbal unor lucratori cu pregatire corespunzatoare.Numele acestor lucratori vor fi afisate la utilajele sau instalatile pe care le au in primire si care raspund de satrea lor.
Exploatarea si intretinerea instalatiilor sub presiune si de ridicat se va efectua in conformitate cu prevederile prescriptiilor tehnice ISCIR in vigaore si ale cartilor tehnice respective.In acest sens personalul muncitor va fi instruit in privinta cunoasteri acestor prescriptii.
Tablourile electrice din halele de intretinere se vor introduce in carcase de protectie, se vor lega la instalatia de impamntare si vor fi prevazute cu platforme si covoare electroizolante.Pe usile de acces vor fi afisate schemele monfilare ale circuitelor.In halele in care se executa si lucrari la autovehicule, se va stabili locul de amenajare a tuburilor de oxigen, a generatoarelor de sudura oxiacetilenica, a transformatoarelor de sudura electrica, precum si a paravanelor de protectie.
In interiorul halelor sau atelierelor este interzisa pastrarea rezervoarelor, a bidoanelor cu combustibili lichizi , uleiuri, carbit, vaselor cu acizi, vopsele, diluantii, etc, cu exceptia locurilor anume prevazute prin proiectul de constructie.
Petele de ulei de pe pardoselile halelor sau incaperilor vor fi acoperite cu nisip, dupa care vor fi luate masuri de evacuare in locuri in care nu prezinta pericol de incendiu.
Carpele, caltii si alte materiale textile folosite la curatarea si stergerea petelor sau a mainilor vor fi despuse in cutii metalice cu capac de inchidere si evacuate in locuri stabilite in acest scop pentru a fi arese sau ingropate.
Fumatul in hala si in ateliere este cu desavarsire interzis. In acest scop se vor amenaja locuri pentru fumat.
BIBLIOGRAFIE
Marincas D. si Abaitancei D. " FABRICAREA SI REPARAREA
AUTOVEHICULELOR RUTIERE", Editura " Didactica si
Pedagogica" Bucuresti - 1982
CUPRINS
1.Conditii tehnice, materiale, semifabricate
1.1 Conditii tehnice
1.2 Materiale
1.3 Semifabricate
2.Tehnologia de prelucrare mecanica
2.1 Prelucrarea chiulasei pe linie tehnologica automata
3.Reconditionarea chiulasei
4.Anexe
5.Norme de protectie a muncii la intretinerea si repararea autovehiculelor.
Conditii pentru activitatea ce se desfasoara in hala intretinerii si reparatiei.
6.Bibliografie
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |