Organe pentru conducerea fluidelor
1.Elemente introductive.
Conductele sunt organe tubulare formate din tronsoane de tevi sau tuburi avand intre ele intercalate organe anexe ca: elemente de legatura (flanse fitinguri), garnituri pentru etansare, compensatoare de dilatatie, armaturi, aparate de masurat debitul, presiunea si temperatura fluidului care circula prin conducta.
Conductele transporta fluide in interiorul unui utilaj sau unei instalatii, de la un utilaj la altul, in interiorul atelierelor, intre sectiile unei instalatii complexe. Ele se deosebesc dupa natura fluidului ce au de condus, dupa materialul din care sunt fabricate, dupa presiunea si temperatura fluidului.
Tevile sunt corpuri cilindrice lungi si cu pereti subtiri si se utilizeaza pentru conducerea apei, gazelor, aburului, aerului, combustibililor lichizi etc. pana la presiuni si temperaturi destul de ridicate (sute de atmosfere si grade).
In functie de fluidul ce-l transporta, de presiunea si temperatura acetuia tevile sunt confectionate din otel, din materiale neferoase (cupru, alama etc.) sau din materiale plastice, utilizate din ce in ce mai mult in ultimul timp datorita calitatilor (usoare, pret de cost scazut).
Tuburile sunt ca forma similare cu tevile, insa au diametre foarte mari si pereti cu grosimi mari, iar ca lungime sunt mult mai scurte. Ele se executa din fonta, beton, otel, cupru, alama, plumb, materiale plastice si servesc ca tuburi de scurgere (pentru canalizare) sau pentru transportul de fluide sub presiune relativ mica.
2.Tehnologia asamblarii conductelor.
In vederea realizarii unui montaj cat mai corect si in acelasi timp cat mai usor, elementele ce urmeaza a se asambla se supun unei verificari si pregatiri atente. In cadrul verificarii se au in vedere dimensiunile si forma pieselor, precum si lipsa oricaror defecte care ar putea provoca pierderea fluidului transportat sau depozitat.
Asamblarea si montarea conductelor cuprinde urmatoarele faze:
a) faza de pregatire
b) faza de asamblare propriu zisa
c) verificarea si controlul asamblarilor.
Faza de pregatire consta in executarea unor operatii premergatoare asamblarii. Aceste operatii sunt mult mai numeroase in cazul productiei de unicate sau in serie mica.
Principalele operatii pregatitoare sunt:
taierea tevilor
indoirea tevilor
filetarea tevilor
mandrinarea tevilor
ajustarea
spalarea si curatirea.
Taierea tevilor se executa cu ajutorul unor mijloace mecanice ca:ferastraie manuale sau mecanice, clesti speciali pentru taierea tevilor sau discuri abrazive. Clestii pentru taierea tevilor duc la obtinerea unei taieturi curate, fara bavura; taierea se realizeaza cu ajutorul rolelor taietoare in numar de una, trei sau mai multe, care, prin apropierea lor succesiva si rotirea sculei de jur imprejur, reteaza teava.

Indoirea tevilor este operatia prin care se pot obtine portiuni cu diferite raze de curbura. In functie de natura materialului din care este confectionata teava, indoirea se poate face atat la rece cat si la cald, aceasta din urma realizandu-se mai mici, fapt pentru care estefolosita frecvent la tevile din otel.
Principala problema care trebuie rezolvata la indoirea tevilor consta in evitarea ovalizarii si cutarii tevii in zona de curbura.
Acest lucru se poate realiza fie prin umplerea tevi cu nisip si inchiderea capetelor cu dopuri inaintea indoirii (se foloseste la indoirea manuala) fie prin utilizarea dispozitivelor speciale de indoit.

Dispozitivele pentru indoirea tevilor pot realiza indoirea tevii 3 cu ajutorul unui impingator hidraulic 1 si al unor reazeme 2 (fig.a), al unor role profilate 4 si al unor placi de presare 6 (fig.b) sau a unor dornuri 4 ce sunt extrase din teava 3, pe masura realizarii curbarii (fig.c).
La indoirea libera a tevilor, pentru evitarea aparitiei cutelor pe zona curburii, se va avea grija sa nu se depaseasca valorile minime admise ale razei de curbura. Micsorarea grosimii peretelui tevii indoite pe conturul exterior al zonei curbate se admite a fi de maximum 15% din grosimea peretelui tevii inainte de indoire. Pe partea indoita a tevii nu trebuie sa existe plieri sau crapaturi. Capetele tevii indoite trebuie sa fie perpendiculare pe axa longitudinala, admitandu-se o abatere de maximim 2%. Cusatura tevilor sudate indoite trebuie sa se afle in planul care nu-si schimba lungimea in procesul de indoire.


Raportul dintre diferenta diametrelor - maxim si minim la locul de indoire si diametrul tevii inainte de indoire este de admis la valoarea maxima de 0,1 pentru tevile metalice si 0,5 pentru tevile din material plastic.
Filetarea tevilor se poate executa manual, cu ajutorul filierelor sau a bacurilor de filetat, montate intr-o clupa, sau mecanizat, pe masini speciale (strunguri, masini de filetat).
Filetarea manuala, opeartie executata frecvent de muncitorii montatori, se executa pe capetele tevilor prinse in menghine speciale fixate pe bancul de lucru sau pe un trepied. Aceste menghine se intrebuienteaza, dealtfel, la toate operatiile executate asupra tevilor (taiere,mandrinare etc.).
In cursul operatiei de filetare se va asigura o ungere abundenta a sculelor de filetat.

Mandrinarea tevilor are drept scop marirea diametrului capatului tevii in vederea prinderii flanselor sau a altor piese de forma similara. Aceasta operatie se executa la cald sau la rece, functie de rezistenta materialului deformat.
Ajustarea este operatia prin care piesele ce urmeaza a se asambla sunt supuse unor prelucrari manuale sau mecanizate (pilire, polizare, razuire, slefuire) in scopul inlaturarii asperitatilor grosolane si bavurilor sau pentru corijarea unor defecte care ar impiedica asamblarea corecta.
Spalarea si curatirea sunt operatii prin care se inlatura aschiile, murdaria si oxizii de pe suprafetele pieselor astfel incat acestea sa nu provoace uzarea armaturilor sau blocarea aparatelor de comanda si masurat. Interiorul tevilor si al recipientelor se curata cu ajutorul unui jet de apa sau de petrol sub presiune. Piesele marunte se spala cu benzina sau petrol si se usuca cu un jet de aer comprimat.
Operatii de montare a conductelor si recipientelor.
La efectuarea imbinarii conductelor si a conductelor cu recipientele trebuie sa se asigure:
o robustetea mecanica, suficienta pentru pastrarea integritatii conductei cand asupra acesteia actioneaza forte exterioare la montare sau in procesul de exploatare, la cele mai mari sarcini mecanice admise pentru tevi.
o etanseitatea imbinarii cand asupra acesteia actioneaza presiunea mediului de umplere in procesul de incercare si de exploatare;
o curatenia traseului conductei in imbinare si pastrarea diametrului sau interior;
o usurinta asamblarii si a demontarii cu scule standardizate sau speciale;
In mod obisnuit, conductele se livreaza la lungimi bine determinate, stabilite prin catalogul de produse al fabricii producatoare. In practica, la alcatuirea unui ansamblu de tevi, acestea se taie la lungimile necesare, de obicei diferite de lungimile de livrare. Din motive de ordin economic este necesar ca bucatile ramase la taiere sa se inadeasca, pentru a ajunge la lungimea necesara la montaj. In plus, din motive de ordin functional, conductele se prevad in mod frecvent cu ramificatii. Atat ramificatiile cat si innadirile se pot incadra in una din urmatoarele doua situatii:
sa se poata demonta ulterior ;
sa nu se poata demonta ulterior.
1.Imbinari demontabile ale conductelor.
In cazul in care imbinarile trebuie sa fie demontabile, ele se realizeaza cu ajutorul unor piese intermediare, ca:
flanse;
fitinguri;
armaturi.
Flansele sunt elemente de asamblare de forma circulara, patrata, triunghiulara, ovala etc. montate pe capatul tevilor prin sudare, presare, insurubare sau facand corp comun cu o teava turnata.


Suprafetele de contact ale flanselor se etanseaza cu ajutorul garniturilor
Pentru o buna etansare este necesar sa se verifice calitatea suprafetelor de contact, care nu trebuie sa prezinte denivelari, bavuri sau murdarie.
De asemenea, se va urmari ca flansele sa fie pozitionale in asa fel incat suprafetele de contact sa fie paralele, ceea ce corespunde coaxialitatii tevilor asamblate.
Asamblari cu flanse (fig 10) : asigura un montaj mai usor si siguranta in functionare.
Sunt utilizate aproape exclusiv la imbinarea tronsoanelor intermediare ale conductelor. Cele mai utilizate sunt flansele plate (fig 10a) cu forma circulara, eliptica sau patrata.
Flansele cu prag (fig 10b) asigura o etanseitate sporita.
Flansele cu prag si canal circular (fig 10c) se utilizeaza la imbinarea tevilor cu regim de presiune ridicata.
Imbinarea cu flanse libere (fig 10d) presupune rasfrangerea capetelor tevilor si se aplica in special conductelor de cupru, alama si aluminiu.

Fitingurile sunt piese de racord filetate, care permit asamblarea tevilor in prelungire, la diferite unghiuri, cu ramificari, la diametre diferite etc.

Pentru a se asigura o utilizare cat mai comoda, formele si dimensiunile lor au fost standardizate. Alegerea unui fitig se face pe baza diametrului tevilor pe care se monteaza .
In vederea asigurarii etanseitatii, filetul se acopera cu vopsea de ulei, iar in canalul filetului se infasoara fire de canepa sau de in. Infasurarea se va face pe fitingul cu filet exterior, sensul infasurarii alegandu-se in asa fel incat firele sa nu se desfaca la insurubarea fitingurilor. In acelasi scop, cat si pentru asigurarea rezistentei imbinarii, piesele se insurubeaza pana la refuz.
In cazul in care se urmareste inchiderea unui traseu format din mai multe tevi, se pot utiliza mufe cu filet stanga dreapta, care se insurubeaza simultan pe ambele tevi, apropiindu-le.

Pentru montarea fitingurilor si a tevilor cu cap filetat se utilizeaza chei speciale, de obicei, reglabile.
Un sistem de imbinare frecvent intalnit la instalatiile hidraulice de comanda si actionare, lucrand la presiuni inalte, consta in folosirea etansarilor pe con sau pe suprafata sferica, strangerea realizandu-se cu ajutorul piulitelor olandeze.
Cele doua parti 1 si 2 ale mufei se monteaza pe capatul conductelor 3 prin sudare, dar mai ales prin lipire tare sau moale. Etansarea se realizeaza pe suprafata sferica S1, respectiv conica S2, la strangerea piulitei olandeze 4.


2.Imbinari nedemontabile ale conductelor.
In cazul in care nu este necesara demontarea ulterioara a instalatiei, prelungirea conductelor sau imbinarea conductelor cu peretii recipientelor se poate realiza prin sudare sau prin lipire.
Sudura sau lipitura se executa ingrijit, pentru a indeplini atat conditia de rezistenta cat si pe cea de etanseitate.
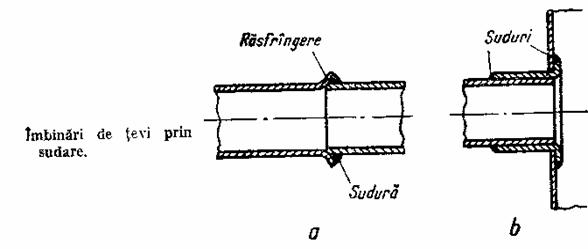
In figura de mai jos sunt reprezentate doua imbinari realizate prin sudare:
a) inadire a doua conducte;
b) racordare la peretele unui recipient.
Sudarea cu arc electric este admisa pentru imbinarea tevilor de otel de orice marca, cu grosimea peretilor mai mare de 2 mm, fara a se limita, drept consecinta a procedeului de imbinare, presiunea de lucru. Sudarea electrica prin rezistenta cap la cap este admisa pentru imbinarea tevilor de otel si de cupru de orice marca, grosimea peretilor si presiunea conventionala nefiind limitate. Sudarea prin topire cu flacara de gaze este admisa pentru imbinarea tevilor de otel si de cupru cu grosimea peretelui de maximum 7 mm. Procedeul este foarte raspandit datorita faptului ca da o cusatura de sudura de calitate superioara.
Caldura produsa la trecerea curentului electric prin piesele supuse sudarii si prin rezistenta de contact dintre capetele celor doua tevi de sudat incalzeste rapid suprafetele de contact. Prin presarea pieselor astfel incalzite se realizeaza o imbinare foarte rezistenta (sudare prin refulare).
Tevile de sudat sunt fixate in niste bacuri de cupru aliat cu beriliu sau argint si presate puternic una asupra celeilalte.
Sudarea cap la cap se poate executa si prin metoda sudarii cu scantei (prin topire).

Lipirea este admisa pentru imbinarea tevilor din metale neferoase la presiuni conventionale, limitate de robustetea tevilor. Se recomanda ca imbinarile de orice tip sa se plaseze numai pe portiunile rectilinii ale conductelor.
|
Politica de confidentialitate |
| Copyright ©
2025 - Toate drepturile rezervate. Toate documentele au caracter informativ cu scop educational. |
Personaje din literatura |
| Baltagul caracterizarea personajelor |
| Caracterizare Alexandru Lapusneanul |
| Caracterizarea lui Gavilescu |
| Caracterizarea personajelor negative din basmul |
Tehnica si mecanica |
| Cuplaje - definitii. notatii. exemple. repere istorice. |
| Actionare macara |
| Reprezentarea si cotarea filetelor |
Geografie |
| Turismul pe terra |
| Vulcanii Și mediul |
| Padurile pe terra si industrializarea lemnului |
| Termeni si conditii |
| Contact |
| Creeaza si tu |
